我们承诺
OUR COMMITMENT
HEAVY CREDIT
重诚信
SUPERIOR QUALITY
高质量
LOW PRICE
低价位
EXCELLENT SERVICE
有服务
江苏齐鑫氟塑料有限公司

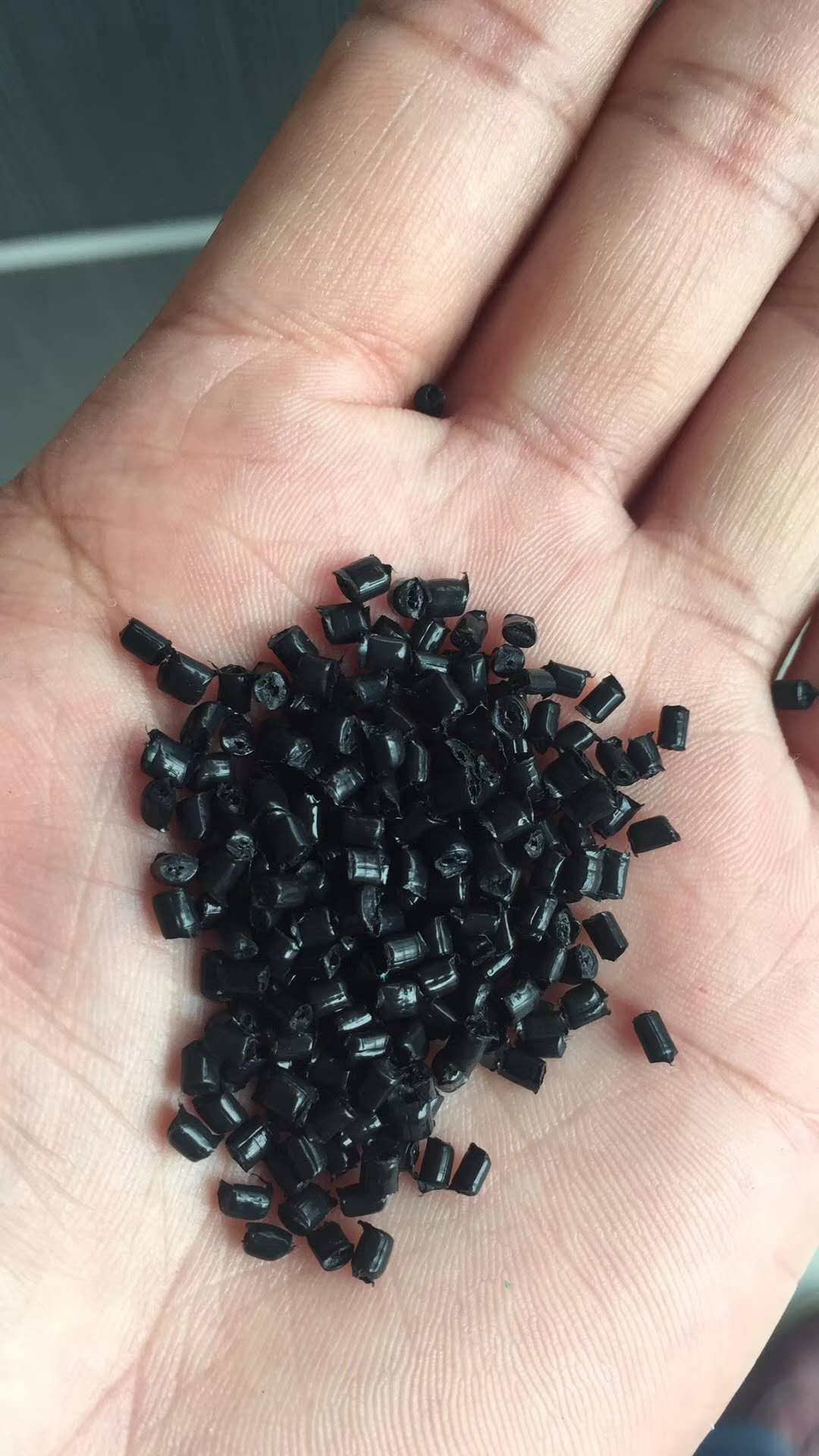
苏州齐鑫铁氟龙氟塑料有限公司专业供应氟塑料铁氟龙原料材料:氟塑料颗粒系列: PFA FEP PVDF ETFE ECTFE 颗粒 注塑ptfe 聚醚醚酮 聚四氟乙烯颗粒 挤出 挤压 模压 等级别;
特氟龙静电喷涂粉系列:ETFE(F40)喷涂粉 ECTFE(哈拉)喷涂粉 PFA喷涂粉 产地:日本大金 美国杜邦 美国苏威 日本旭硝子,PVDF喷涂粉,FEP喷涂粉,PEEK喷涂粉等。主用于喷涂在防腐,耐高温,耐磨,抗酸碱,氢氟酸,盐酸,耐各种化学助剂的五金制件 和设备上;
PVDF锂电池粉系列:761A,9000,美国苏威,法国阿科玛,山东东岳等;
PVDF粉过滤膜专用,分子量70-100万,20-30万。
PTFE微粉分分散粉悬浮粉系列 :用于模压挤压成品内衬边条等,PTFE超细粉用于添加到,改性到各种(PA PE PP TPE 等)材料当中增加材质的 耐温、润滑、耐磨、防火、等特性;颜色:透明 本色 半透 白色 黑色 灰色 宝石红 蓝色 灰绿色 灰蓝色 等;
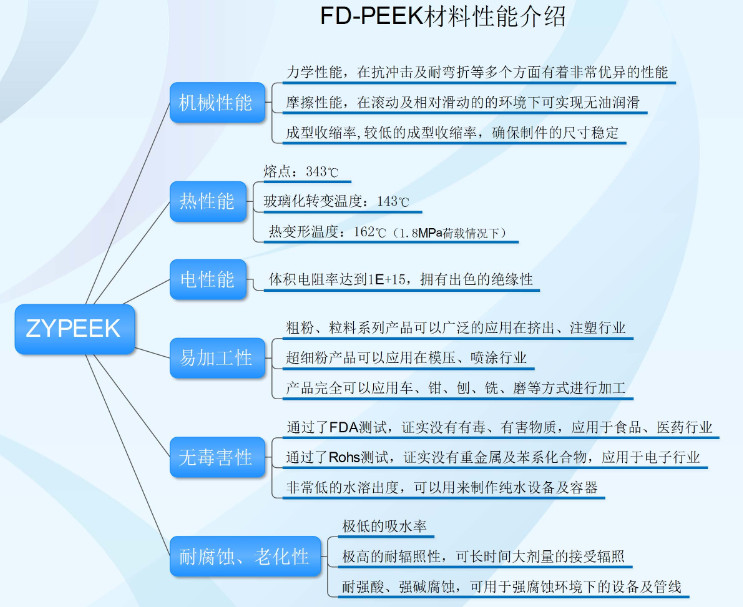
PEEK系列:颗粒,和喷涂粉末。
公司自成立以来,以“重诚信、高品质、低价位、优服务”。
凭着卓越的实力,出众的品质,合理的价格,完善的服务,
与客户建立了互惠、互利、互信的长期合作,与广大客户建立起良好的合作关系,深受广大客户好评。
公司主要经营:PFA喷涂粉,ETFE喷涂粉,ECTFE喷涂粉,哈拉喷涂粉,齐鑫塑化,ETFE原料,FEP原料,铁氟龙静电喷涂粉,铁氟龙喷涂粉,ETFE 喷涂粉,注塑级聚四氟乙烯,PVDF原料.
今后我公司将继续努力,希望能与您,齐心协力共创双赢!
欢迎各位来电咨询订购!期待与您的合作。
我们承诺
OUR COMMITMENT
HEAVY CREDIT
重诚信
SUPERIOR QUALITY
高质量
LOW PRICE
低价位
EXCELLENT SERVICE
有服务
产品系列
OUR COMMITMENT
中国/DS610P
山东/DS4051,DS405,DS405BK,DS405G,DS405F,DS405FBK
中国/四氟乳液
美国/E588
美国/539
美国/L-6
美国/E659
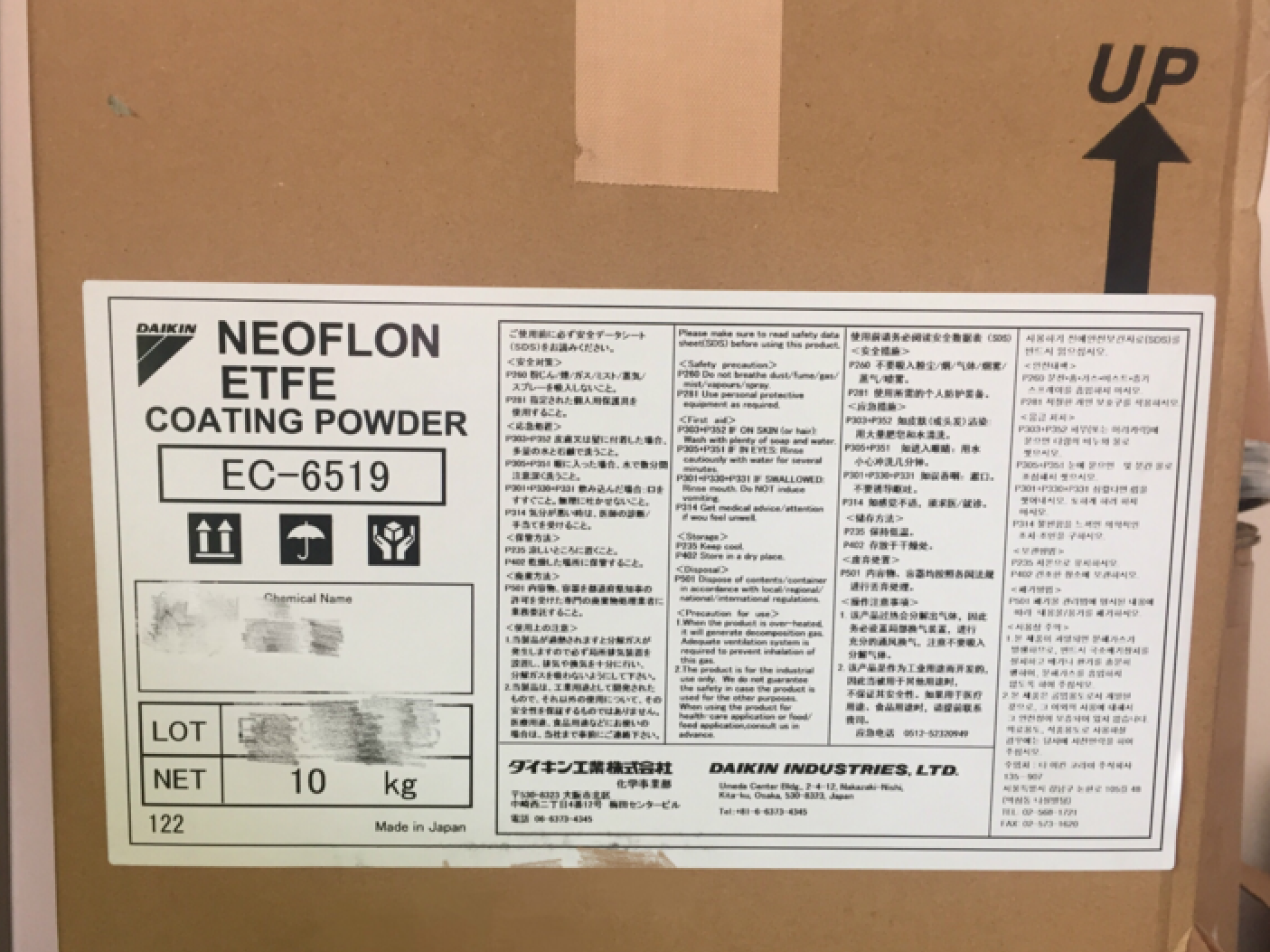
日本 大金/6519 黑色
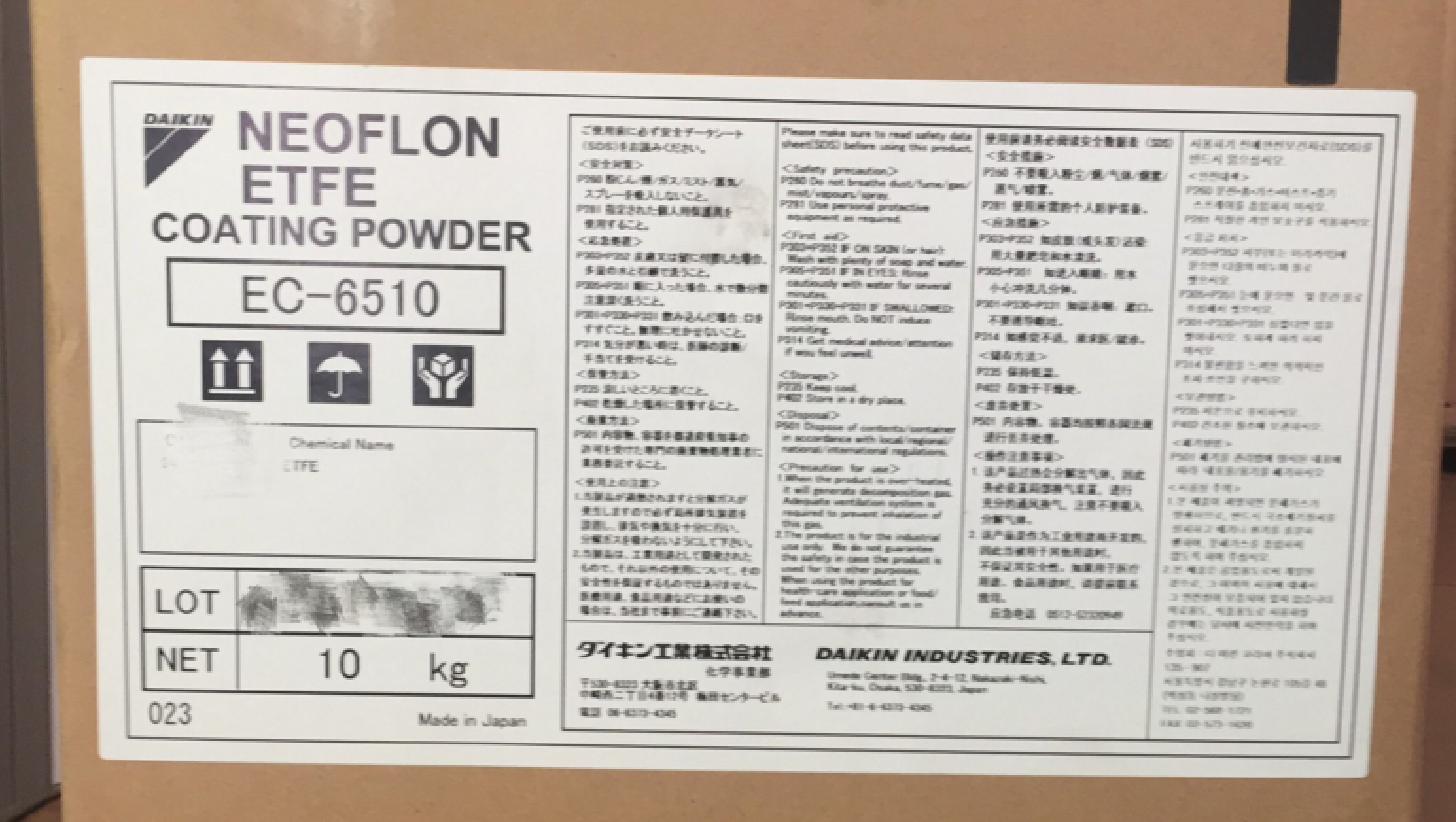
日本大金/6510 透明
ETFE喷涂粉
日本大金/EC-6519
日本大金/EC-6510
美国 杜邦/532-5010 黑色
美国杜邦/532-5010 透明
美国杜邦/532-5010 黑色
日本大金/EC-5539
美国杜邦/532G-5010
美国杜邦/420G-706 420G-703
日本大金/EPW-1600
苏威/halar喷涂粉 哈拉喷涂粉
苏威/HALAR喷涂粉 halar喷涂粉 6514
美国/HALAR 6514
美国/喷涂液体黑色
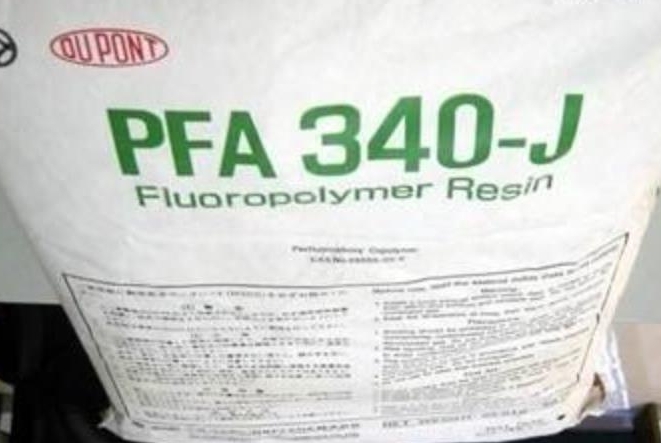
中国/QX340
美国杜邦/340-J 350 440 450 451 450HP
日本大金/AP210 AP230 AP201
日本
美国杜邦/350
美国
美国/340J
日本/210
日本大金/NP20
日本/FEP 白色
日本/红色
日本大金
日本/四氟挤出线材料
日本/NP101
日本 吴羽/1100
阿科玛/720 740 460 500
日本吴羽/挤出线材白色
日本/PVDF白色
美国3M/6008/0001
日本/CF15-30
日本/透明
日本/1100
美国苏威/6008
美国/6008/0001
日本/5020
日本/5020K
日本/MI:17
日本/MI:15
日本/MI:29
日本/透明原料
日本/EP-521
美国/L-8
阿科玛/5微米
阿科玛/761
阿珂玛/900
日本/L-5
英国/381G
英国威格斯/450G
中国/551LG
英国
英国
英国
日本三井/L4000
燕山石化/K8303
VIEW MORE
最新咨询
THE LATEST NEWS

11
11
团队公告
网站更新说明
2016-08-28
2016年塑化剂开始改革
2016-08-28
我们的服务
让客户满意是我们工作的目标,不断超越是我们发展的动力。我们坚持对塑化产品的销售方式进行改革,增强塑化产品的销售渠道,让消费者可以从各种渠道购买;我们为消费者使用放心安全的产品而不断努力;与消费者共同进步,共同发展。
留言反馈
提交
©2014-2026 江苏齐鑫氟塑料有限公司 版权所有 | ![]() 苏公网安备32058302004484号 苏ICP备2024109089号-1
苏公网安备32058302004484号 苏ICP备2024109089号-1
注册地址:中国 江苏 苏州市昆山市陆家镇仕泰隆模具城10号楼20室
电话:+86 0512 86895019 传真:+86 0512-81868806 18626259198 蒋先生